

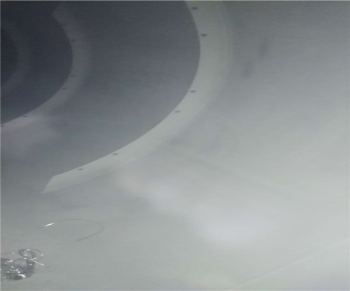
储罐内壁 喷铝


热喷铝前表面处理:
1 喷砂除锈
(1)储罐内表面喷铝前,必须采用铜矿砂对金属表面进行喷砂除锈,除锈结果应达到国家规范Sa3级的要求:钢材表面无可见的油脂、污垢、氧化皮和油漆涂层等附着物,该表面应显示均匀的金属光泽。表面粗糙度达到75μm以上。
(2)压缩空气必须经过性能良好的油水分离器、缓冲罐以后才能进入喷枪,压力不低于0.5MPa。
(3)为了保证金属表面的粗糙度和洁净度,铜矿砂必须清洁干燥且粒度为3~5mm。
如喷砂达不到预定要求,容易形成以下缺陷:喷砂层与金属层结合力差,容易脱落;喷铝层起皮、起壳。
热喷铝施工的方法
3 热喷铝施工及检验
(1)喷枪应在专用的喷枪点火器上点火,点火时铝丝应伸出喷嘴的空气帽外10㎜以上,并在铝丝不断输送时才能点火。供给喷枪的氧气、乙炔、、压缩空气
的压力及流量,应根据铝丝的熔化程度进行调整。压力控制范围为:氧气为0.3~0.6MPa,常用0.4MPa;乙炔气为0.05~0.1MPa,常用0.07MPa;压缩空气为0.5~0.6MPa。在喷涂过程中,一定要控制好压缩空气的压力,压力过高,雾化虽细,材料损耗较多,反之,若压力不足,喷雾变粗,产生橘皮、针孔缺陷
(2) 喷枪点火时,枪口不能对着被喷金属表面,等火焰,铝丝的雾化程度达到规定要求时,才能开始喷铝作业。
(3) 喷铝时,喷枪与工件的喷涂角度为60~900,小不能低于450;喷枪与罐内表面的喷涂距离应为120~150mm,大距离不得超过200mm;喷枪移动速度应为300~400mm/s,移动速度要均匀;铝丝送丝速度为2~2.2m/min,以保证铝丝能充分熔化。
(4) 每层喷铝层厚度应均匀,一般为0.05mm,0.15mm的喷铝层应分2~3道完成。前一层与后一层必须进行900或450交叉喷涂,相邻喷涂区应有1/3宽度的搭接。其分层喷铝间隔时间不得超过1小时。喷铝时应防止工件表面有局部过热或涂层局部过厚等现象,喷铝过程中,不得用手抚摸被喷涂的表面。
(5) 储罐喷铝施工采用由上至下逐层进行,先由罐顶开始,喷砂、喷铝、、封孔连续做成。为防止下层喷砂对上层成品的损坏,每层喷砂部分要留500㎜以上不喷铝,喷铝部分要留200㎜以上不进行封孔。罐底与筒体下部1000㎜段一次性完成喷砂、喷铝、封孔工作。
(6) 热喷铝施工时,应有检查人员进行外观、溶化程度及厚度检查。喷铝层外观和厚度检查:外观用目测检查,涂层表面应无杂质、翘皮、鼓泡、裂纹、大熔滴及脱皮等现象为合格;厚度用磁性测厚仪进行检查,测得的任何一点厚度值,不得低于设计规定的小厚度值0.15mm。
(7)喷铝层孔隙率的检查:清除喷铝层表面的油污、尘土并进行干燥,然后用浸有20g/1000ml的氯化钾溶液的试纸覆盖在喷涂层上5~10min,试纸上出现的兰色斑点不应多于1~3点/cm2为合格。
4.4 热喷铝环境要求
热喷铝环境温度不宜低于15℃;相对湿度不宜大于80%;严禁在潮湿构件表面进行施工;罐内通风排气要畅通;照明要用防爆灯具。
4.5 封孔
(1) 热喷铝作业完成后,封孔是一个必要的工作,封孔可以使喷铝层更加密实,可以使罐内物料与储罐进一步隔绝。封孔前先检查喷铝层的质量,如有缺陷应及时修补,如有大的颗粒,用铲铲下后再度喷铝或用枪重熔的办法修补。用干净的空气吹去喷铝表面浮尘后方可封孔;时间间隔不能太长,防止喷铝层氧化。
(2) 封孔剂主要以环氧涂料为主,遍涂刷时,应薄一些,主要让封孔剂渗透,干燥后再刷第二面。涂层厚度为120um,涂刷应均匀,颜色一致,无流淌现象。
